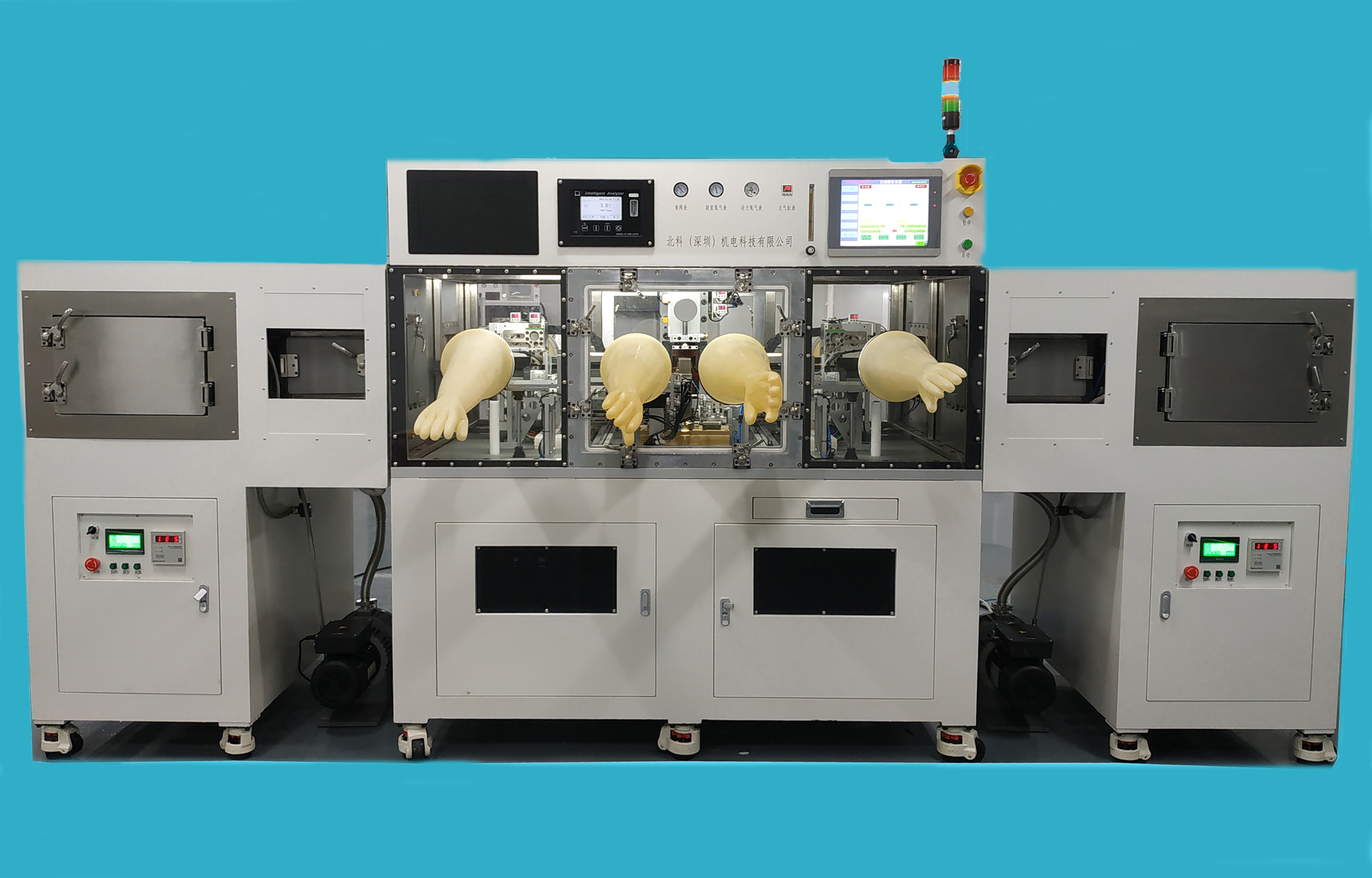
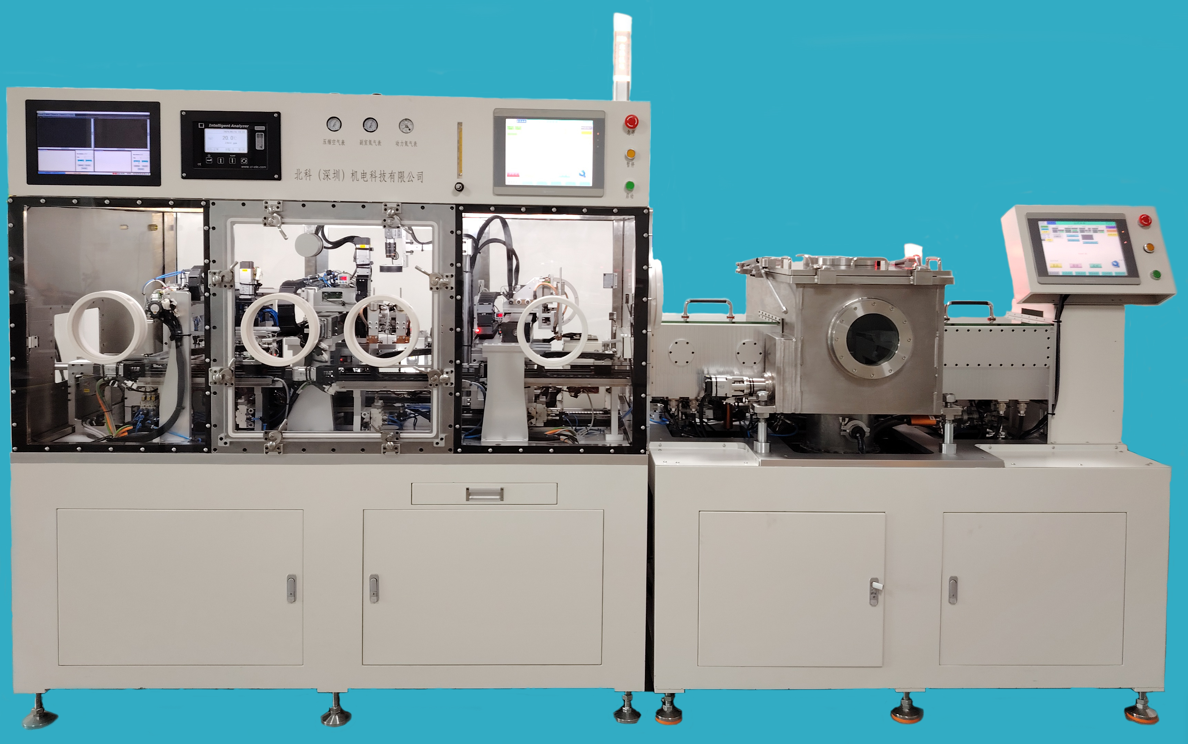
光电器件TO46、TO56、TO39、TO38等高精度封焊设备
订购咨询热线:0755-28997636
15899867682 13321105262
随着管道焊接技术的不断进步,全自动焊接设备在长输管道施工焊接施工中的应用越来越成熟和广泛。并逐步向数字化、智能化方向发展。
随着我国蓝天保卫战的深入推进,重大工程——中俄东线天然气管道输送工程正式启动,中俄东线管道钢级为X80M、管径为φ1422mm×25.7mm、设计压力12MPa,它是中国压力较大、管径较大的天然气管道。为保证工程焊接质量的一致性和可靠性,所有管道均采用自动焊接工艺。
管道自动焊接质量控制措施如下:
一、 加强坡口加工质量
管道自动焊接的主要缺陷是坡口未熔化,因此坡口加工质量直接影响焊接质量。应对措施:首先,应有一个高加工精度的坡口加工机。自动焊接时,焊枪平放,焊接速度快,A-610双火炬外焊机组装的跟踪系统,如未及时扫描,发现坡宽度不同,立即干预调整,或坡宽度在短距离内频繁变化,跟踪反馈系统调整紊乱,容易产生未熔化现象。
二是加强焊工的专业程度和责任感
管道自动焊接自动化和信息化程度很高,但自动焊工是保证焊接质量的关键。焊工焊接时,首先要纠正焊接轨道,确保焊枪不偏离焊缝。一般轨道安装从热焊开始,直到盖焊结束。由于焊枪多次安装和拆卸,很容易偏离轨道。同时,焊枪运动引起的轨道磨损也会导致焊枪偏差和焊接过程中的缺陷。这就要求每个焊工在每次焊接前准确校对轨道,加强轨道磨损的修复或更换。
焊工应在焊接过程中观察坡口两侧电弧的熔合情况。填充焊为双焊枪。焊接过程中发现电弧异常时,应立即停止焊接,并及时修复焊接。并调整焊枪的摆动宽度和边缘的停留时间。
三、加强管道自动焊接设备的日常维护
管道自动焊接设备相对复杂,包括焊接电源系统、机械系统和控制系统。设备的定期维护是保证焊接质量的重要条件。焊接参数会随时间和温度而变化。因此,焊接参数应及时调整,焊接设备应始终保持良好状态。

扫一扫加好友

微信公众号
地址:深圳市龙岗区园山街道大康社区东海科技工业园10号三楼
联系人:李华春
邮箱:15899867682@139.com