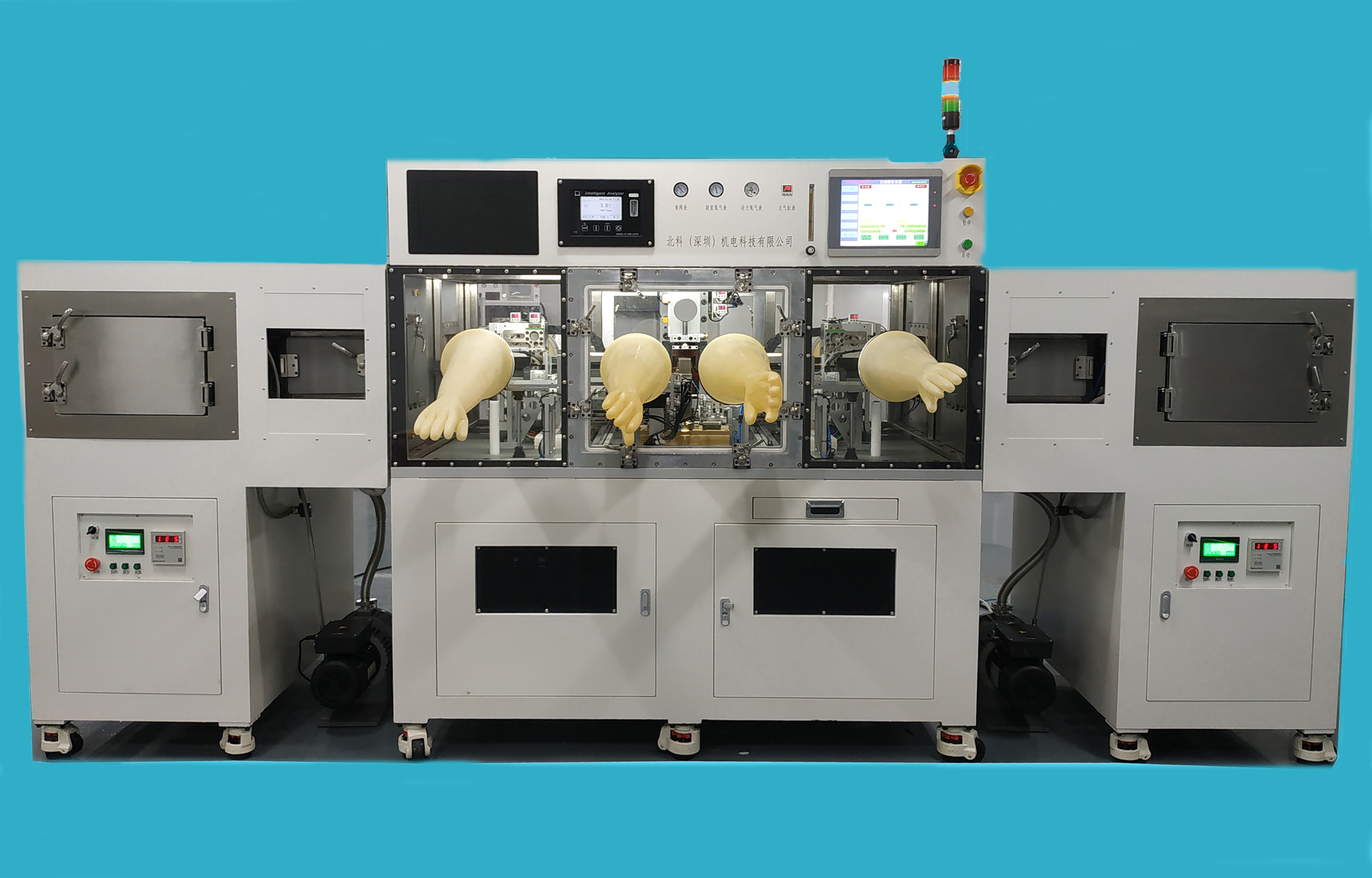
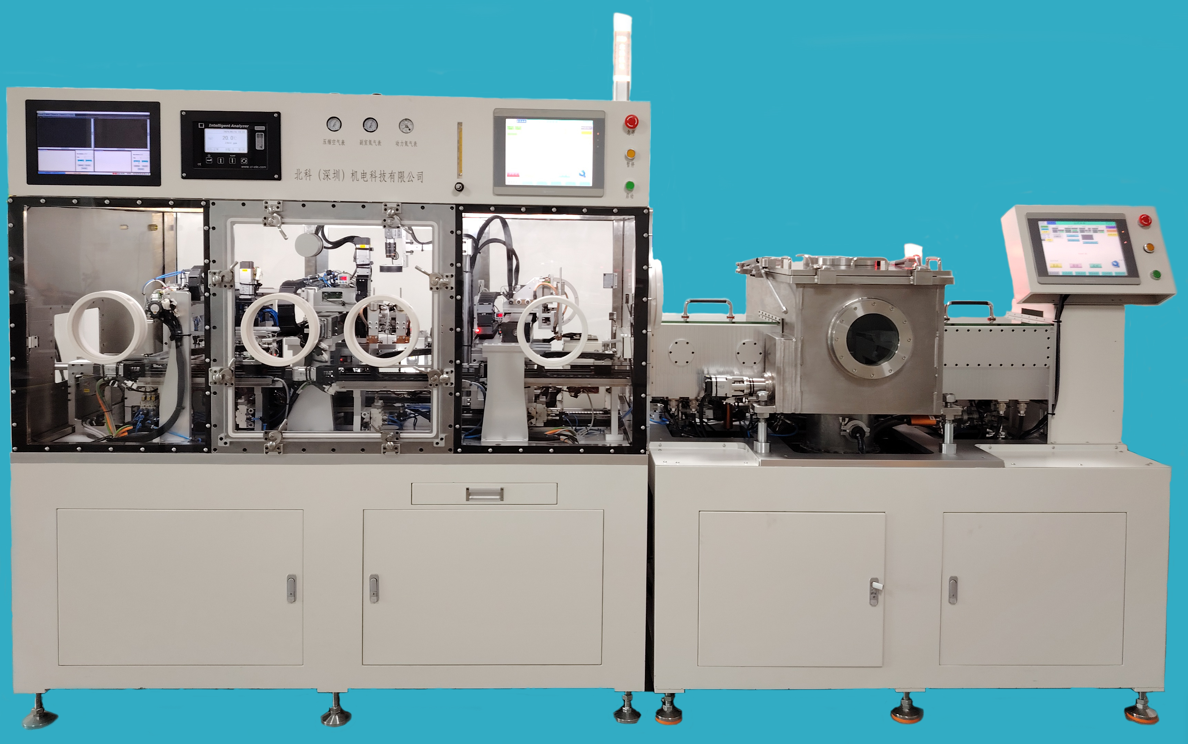
光电器件TO46、TO56、TO39、TO38等高精度封焊设备
订购咨询热线:0755-28997636
15899867682 13321105262
焊机工作原理
在接头形成过程中(间歇性),每个焊点也经历了三个阶段的预压、电加热和冷却结晶。然而,由于辊电极和焊件相对位置的快速变化,这三个阶段并不像点焊那么明显。可以考虑:
1)在辊式电极的直接压缩下,电流加热的金属处于电加热阶段。
2)即将进入辊电极的相邻金属受到辊电极的预热和分压,并处于预加载阶段。
3)一方面,相邻金属刚刚从辊电极底部暴露,并以相同的方式受到辊电极部分的压力,并处于冷却结晶阶段。因此,辊电极下的焊接区域和相邻两侧的金属材料将同时处于不同的阶段。辊下工艺分为三个阶段:预加载 - 加热 - 冷却结晶。由于该工艺在动态条件下进行,预压和冷却结晶阶段压力不足。焊头的质量通常比点焊差。裂容易出现裂纹和收缩。
缝焊机的工作方法
根据辊电极的旋转(焊接件的移动)和焊接电流的机电匹配方法,可分为以下三种类型。
连续缝焊
辊电极连续旋转,焊件以恒定速度移动,焊接电流连续通过,每半个周期形成一个焊点。焊接速度可达10~20m / min。实际应用受焊接表面质量差的限制。
间歇缝焊
焊件以恒定速度连续移动,焊接电流间歇通过,每次打开 - 形成焊点。根据板厚的焊接速度。.5~4.3m / min,主要生产黑色金属气体、水和油封焊缝
阶梯缝焊
焊接部件间歇性移动,焊接部件处于静态状态时焊接电流通过。锻造压力每次形成焊缝。接头的形成与点焊非常相似。焊接速度低,一般只有0.2~0.6m / min仅用于制造铝合金、镁合金等高密封焊接。

扫一扫加好友

微信公众号
地址:深圳市龙岗区园山街道大康社区东海科技工业园10号三楼
联系人:李华春
邮箱:15899867682@139.com