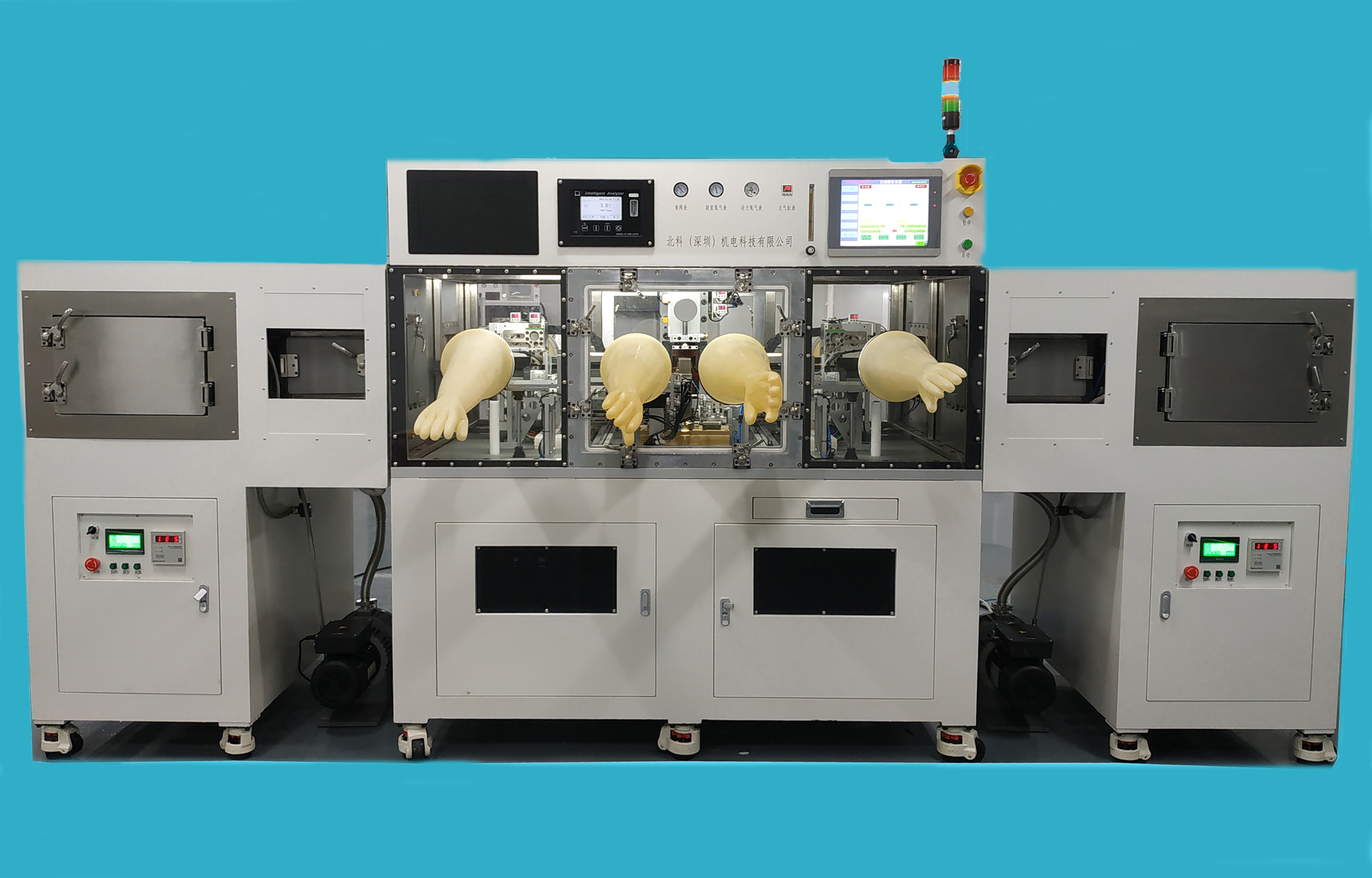
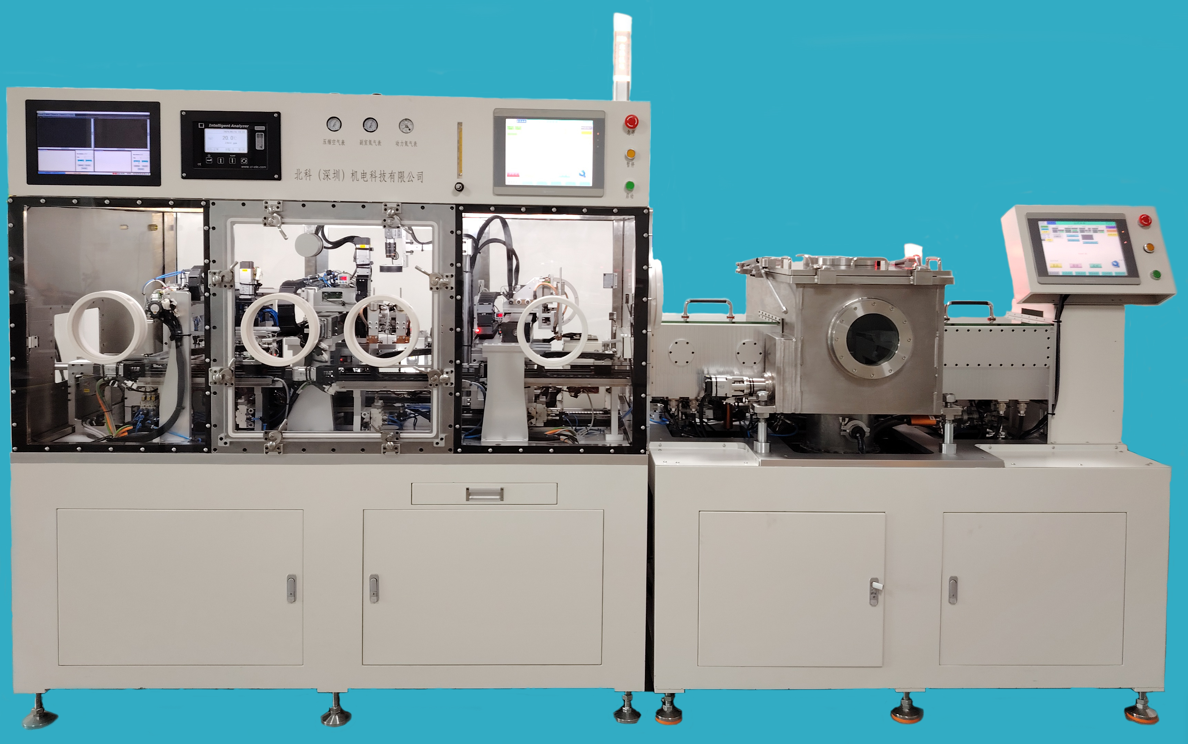
光电器件TO46、TO56、TO39、TO38等高精度封焊设备
订购咨询热线:0755-28997636
15899867682 13321105262
焊机的焊接原理与点焊机相似,因此影响焊机焊接质量的因素大致相同,主要包括:焊接电流、电极压力、焊接时间、休息时间、焊接速度和滚轮直径。接下来,技术小将从这些方面详细介绍焊机的使用技能。
如何调整缝焊机的焊接参数:
1、焊接电流。与点焊机一样,缝焊机的焊接原理是利用焊接电流通过焊接区域形成电阻热。电阻热是熔芯形成的主要热源。在其他条件下,焊接电流的大小决定了熔芯的焊接渗透率和重叠。
焊接低碳钢时,熔核的平均焊透率为钢板厚度30-70%,以45-50%是较好的。为了获得更好的密封焊接效果,工程师焊点的重叠量不应小于15-20%。一般情况下,缝焊机的焊接电流比点焊时增加15-40%,但不要太大。当焊缝焊机的焊接电流过大时,会增加熔核的焊接渗透率和重叠量,不会增加接头强度,还会产生压痕过深、焊接烧穿等缺陷。
2、电极压力。缝焊机的电极压力是影响熔芯尺寸和焊点一致性的重要因素之一。过高的电极压力会使压痕过深,加速滚筒的变形和损;压力不足容易产生缩孔和飞溅,从而损坏滚筒电极,缩短使用寿命。
3、焊接时间和休息时间 。焊接时间控制熔芯尺寸,冷却时间控制焊点重叠。在焊接速度较低时,技术人员建议焊接时间为休息时间1.25两倍到两倍。当焊接速度增加时,焊点间距增加。此时,为了获得相同重叠量的焊缝,必须增加比例。此时,焊接时间通常是休息时间的3倍以上。
中频缝焊机
4、焊接速度。焊接速度的设置与焊接产品的材料、板厚度、焊接强度和质量要求有关。通常,在焊接不锈钢、高温合金和有色金属时,必须采用较低的焊接速度,以避免飞溅,获得良好的密封焊接。在某些特殊情况下,有时采用步进缝焊模式,使熔融核形成的整个过程在滚轮停止时进行,即焊接速度远低于常用的断续缝焊。
5、滚轮直径。焊机的焊接速度决定了滚轮与板的接触面积,以及滚轮与加热部件的接触时间,从而影响了接头的加热和散热。当焊接速度增加时,必须增加焊接电流,以获得足够的热量。焊接速度过大会导致板表面燃烧和电极粘附,因此即使外部水冷却,焊接速度也会受到限制。
缝焊工艺是电阻焊技术的重要应用之一,特别是在密封焊接领域,(SOONER)中频逆变缝焊机采用中频逆变控制电源,三相380V输入、电网平衡、逆变整流后1000HZ矩形波形式直流输出,焊接电流稳定,可充分发挥缝焊工艺,滚焊纹理清晰,均匀,一致性好。

扫一扫加好友

微信公众号
地址:深圳市龙岗区园山街道大康社区东海科技工业园10号三楼
联系人:李华春
邮箱:15899867682@139.com